A extrusora, peça que pode determinar o sucesso ou o fracasso da sua impressão. Almeje o sucesso com este guia simples que pode melhorar sua qualidade de impressão.
A extrusora é um dos mais importantes componentes em uma impressora 3D. É responsável por enviar a quantidade correta de filamento para o scorching finish, onde é derretido e extrudado em camadas finas para fazer sua peça. É importante observar que a extrusora não é o mesmo que o scorching finish, embora esses termos sejam comumente confundidos. A extrusora é comumente chamada de “extremidade fria” porque o filamento está “frio” quando passa pela extrusora a caminho da extremidade quente.
Existem dois tipos básicos de extrusoras atualmente disponíveis – Bowden e Direct – e há muitas informações conflitantes sobre ambos. Se você leu que “As extrusoras Bowden não conseguem lidar com filamentos flexíveis e têm muitos fios” ou “Extrusoras diretas são lentas e têm muita folga” e ficou confuso, estamos aqui para ajudar. Orientaremos você no básico para ajudar a entender as diferenças e decidir qual opção é a certa para você.
Noções básicas de extrusora
Antes de entrarmos nas diferenças entre as extrusoras Bowden e Direct, vamos examinar as semelhanças. Todas as extrusoras têm algumas coisas em comum.
Motores
Todas as extrusoras possuem motores. As impressoras 3D de mesa normalmente usam Motores de passo NEMA 17. “NEMA 17” significa apenas que possui um painel frontal de 1,7” x 1,7”. Nem todos os NEMA 17 são iguais. Eles podem ser engrenados, 0,9 graus/passo, 1,8 graus/passo, and many others. Eles podem ter diferentes classificações de tensão, diferentes classificações de corrente, vêm em uma variedade de comprimentos e podem fornecer diferentes quantidades de torque. Esses detalhes não são muito importantes por enquanto, mas é importante ressaltar que nenhuma dessas especificações é inerentemente melhor ou pior para uso como motor de extrusora. Os requisitos do motor necessários para o funcionamento adequado da sua extrusora dependerão principalmente da configuração específica do conjunto da extrusora e da configuração da impressora.
Motor de passo NEMA 17
Engrenagem de acionamento de filamento
É necessário algo para “agarrar” o filamento e expulsá-lo pela extremidade quente. Devido à grande variedade de implementações de extrusoras, estas não são todas iguais. Os dois mais comuns que você verá são pequenas engrenagens de aço fresadas e parafusos fresados. ‘Hobbed’ significa apenas que estrias ou dentes foram cortados nele. As engrenagens são montadas no eixo do motor e os parafusos são normalmente acionados por motores extrusores com engrenagens.

Parafuso com fresagem

Engrenagem fresada
Preguiçoso
A polia é o mecanismo que mantém o filamento contra a engrenagem motriz para que ele seja extrudado através da extremidade quente. Rolamentos, tubos de PTFE, plástico impresso e rodas de borracha foram usados. Algumas extrusoras, como a Bondtechuse 2 engrenagens de acionamento. O que é importante sobre a polia intermediária é que a pressão apropriada pode ser aplicada contra o filamento da engrenagem motriz. Pressão excessiva, insuficiente ou inconsistente levará a problemas de extrusão.
Tudo bem então, agora que cobrimos o básico comum a todas as extrusoras, vamos entrar nas diferenças.
Extrusoras Diretas
Extrusoras diretas são simplesmente extrusoras conectadas diretamente à extremidade quente. Este é um Lulzbot Mini extrusora e scorching finish. É uma extrusora direta e engrenada com filamento de 3 mm.
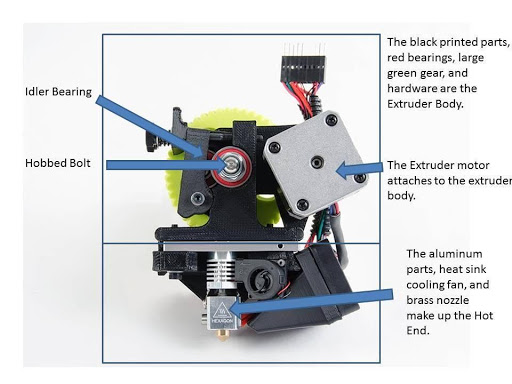
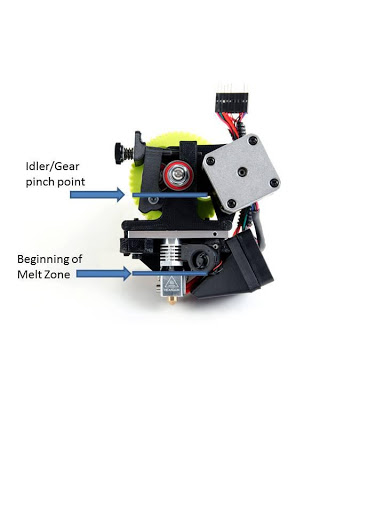
Configuração do Loafer Gear e HotEnd (Lulzbot)
É importante notar que uma extrusora direta não é necessariamente a mesma coisa que uma extrusora direta. dirigir extrusora. Uma extrusora de acionamento direto significa apenas que o mecanismo de acionamento do filamento é montado diretamente no eixo do motor. Tanto as extrusoras Bowden quanto as diretas podem ser de acionamento direto.
Extrusoras Bowden
Uma extrusora Bowden não está diretamente conectada à extremidade quente. Em vez disso, um tubo se estende do corpo da extrusora até a extremidade quente. Isso é chamado de tubo Bowden. É mais comumente uma seção de tubo de PTFE (Teflon™). O filamento é restringido pelo tubo e viaja através dele até a extremidade quente. Este é um EZStruder, feito por SeeMeCNC. É uma extrusora Bowden de acionamento direto com filamento de 1,75 mm.
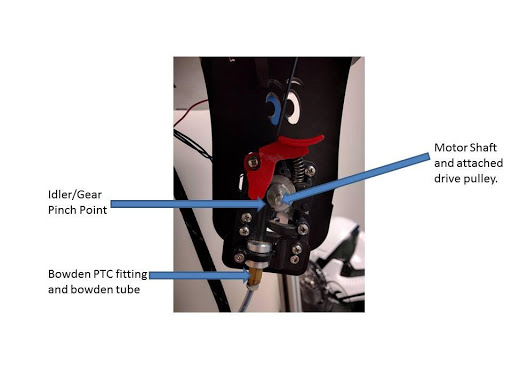
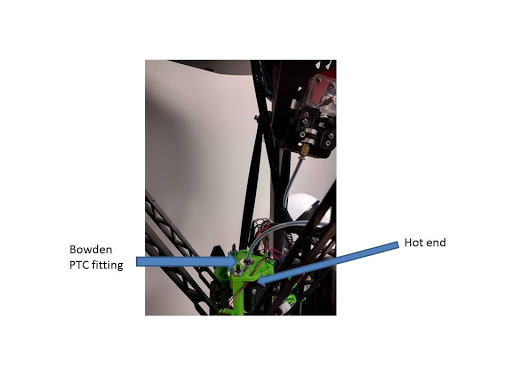
Lado closing quente da extrusão Bowden
Okay, então o que é melhor?
Seria muito bom se um deles fosse muito superior ao outro, mas ambos têm seus pontos fortes e fracos.
Pontos fortes da extrusora direta
Um dos principais benefícios de uma extrusora direta é a distância muito curta entre o mecanismo de acionamento (polia fresada ou engrenagem) e a extremidade quente. Uma distância mais curta proporciona melhor capacidade de resposta à extrusão e retrações. Também requer menos torque do que uma extrusora Bowden para extrusar o filamento através da extremidade quente. Uma melhor capacidade de resposta pode produzir impressões mais limpas – isso se traduz em menos fios, gotejamento ou outros artefatos no acabamento da superfície. Um requisito de torque mais baixo significa que você pode usar um motor menor ou um motor do mesmo tamanho com uma configuração de corrente mais baixa.
A distância mais curta também pode tornar a impressão com materiais flexíveis (como Ninjaflex, PLA macioe TPU) mais fácil. Embora muitas extrusoras diretas exijam pequenas modificações para lidar especificamente com filamentos flexíveis, em geral, as extrusoras diretas são mais adequadas para os flexíveis do que as extrusoras Bowden.
Nota técnica: “Responsividade” acima refere-se à histerese, ou atraso, do sistema. Extrusoras diretas geralmente têm histerese menor/menor do que extrusoras Bowden. Todas as outras coisas iguais, quanto menor a distância entre o ponto de esmagamento da engrenagem/guia e a zona de fusão, menor será a histerese.
Fraquezas da Extrusora Direta
Como as extrusoras diretas estão diretamente fixadas na extremidade quente, sua massa deve ser movida junto com a extremidade quente. Mover mais massa significa mais probabilidade de folga, overshoot e oscilação do quadro (há outras coisas, mas estas são as mais importantes para os propósitos deste artigo). Não entraremos em detalhes técnicos sobre a mecânica específica envolvida, mas, para ilustrar rapidamente, think about dirigir um carro. É muito mais fácil parar se seu carro pesa 2.000 libras do que se pesa 4.000 libras, certo? Também é mais fácil acelerar e mudar de direção, além de melhorar o consumo de combustível.
O mesmo vale para sua impressora. O firmware da impressora calcula a aceleração, a desaceleração e as mudanças de direção para cada peça. Seu firmware não sabe quanto pesa o carro scorching finish, quão rígida é a estrutura da impressora ou quão apertadas são as correias. Portanto, se você não tiver boas configurações de aceleração e velocidade específicas para sua impressora 3D, é muito mais provável que você experimente overshoot, folga, oscilação do quadro (bem como etapas ignoradas ou perdidas) com uma extrusora direta devido ao aumento de massa no carro da extremidade quente. A massa adicionada também necessita de mais corrente do motor, o que gera mais calor nos motores e nos drivers do motor.
Dito de outra forma, com todas as outras coisas sendo iguais, você é capaz de imprimir com mais rapidez, precisão e precisão com uma extrusora Bowden do que com uma extrusora direta porque você pode acelerar e desacelerar mais rapidamente, bem como mudar de direção com mais precisão e precisão devido à menor massa no carro da extremidade quente.
Isso não significa que você não possa compensar a massa adicionada em seu firmware e configurações de fatia, mas dependendo da sua máquina, pode definitivamente ser o fator limitante na qualidade e velocidade de impressão.
Pontos fortes da extrusora Bowden
Todos os benefícios de um Bowden estão relacionados a não ter a massa adicional do corpo da extrusora (motor, roda intermediária, engrenagem, and many others.) montada no carro da extremidade quente. Mantendo todas as outras coisas iguais, uma impressora com uma extrusora Bowden é capaz de se mover e imprimir com mais rapidez, precisão e precisão do que a mesma impressora com uma extrusora direta.
Fraquezas da extrusora Bowden
A fraqueza mais comumente ouvida das extrusoras Bowden está relacionada à retração e ao encordoamento ou vazamento. O aumento da distância entre o ponto de aperto da engrenagem intermediária/intermediária e a extremidade quente aumenta a histerese (atraso) do sistema. A maior parte, se não tudo, disso pode ser ajustado nas configurações de fatia e/ou ajustes de firmware, mas consideraremos isso como um ponto fraco neste artigo.
As extrusoras Bowden têm mais atrito no filamento porque ele tem que se deslocar muito mais longe do ponto de aperto da engrenagem/guia intermediária até a extremidade quente. Isto pode exigir o uso de uma extrusora com engrenagens para torque additional. O aumento do atrito também pode dificultar a impressão de filamentos flexíveis.
Dito isto, este parece ser o momento apropriado para abordar o tópico do filamento flexível.
Filamentos Flexíveis
Muitas vezes você verá ou ouvirá que não é possível imprimir flexíveis com extrusoras Bowden. Isto é claramente falso. Também não é verdade que extrusoras diretas possam imprimir com flexíveis simplesmente porque são diretas. Embora as extrusoras diretas possam imprimir flexíveis com mais facilidade pelas razões explicadas acima, há realmente apenas uma coisa necessária para imprimir filamentos flexíveis com sucesso em qualquer tipo de extrusora – um caminho totalmente restrito do ponto de aperto da engrenagem/roda intermediária até a extremidade quente.
Esta ilustração mostra uma extrusora sem restrições e o problema que os filamentos flexíveis apresentam.
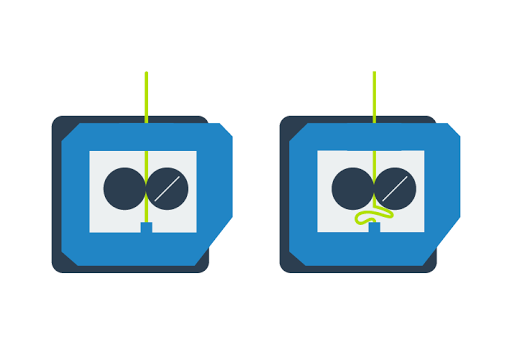
Comportamento típico de extrusão com materials rígido (esquerda) versus materials flexível (direita)
Isto é verdade tanto para os tipos direto quanto para os tipos Bowden. Se houver espaço para o filamento ir, ele acabará por fazê-lo, emperrando, emperrando e causando uma falha na impressão.
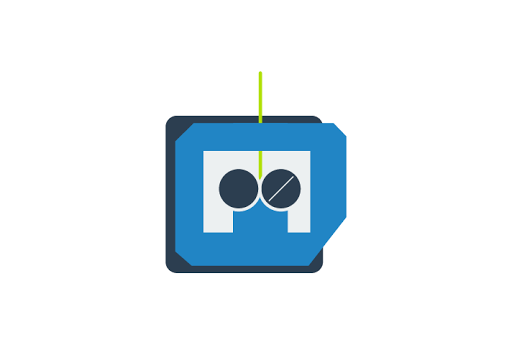
A extrusora totalmente restrita fornece
orientação para filamentos flexíveis
Esta imagem mostra uma extrusora totalmente restrita que seria capaz de imprimir filamentos flexíveis com sucesso.
Não há nenhum lugar para o filamento ir depois que ele passa pelo ponto de aperto da engrenagem/guia intermediária.
Este é um desmontado Extrusora BondtechQR. É uma extrusora com engrenagens que pode ser configurada como direta ou Bowden e possui um caminho de filamento totalmente restrito. Está disponível para filamentos de 1,75 mm e 3 mm. Observe a “cunha” que se estende até o ponto de aperto nas alimentações de entrada e saída no caminho do filamento. É uma excelente extrusora, capaz de extrusar qualquer filamento disponível atualmente.
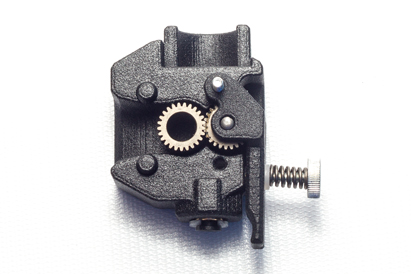

Veja a ‘cunha’ no Extrusora BondtechQRisso fornece suporte ao filamento durante a extrusão e é ótimo para materiais flexíveis.
Então, qual é o melhor?
Isso realmente depende de algumas coisas além da extrusora. Que tipo de impressora você tem? Cartesiano ou Delta? Você planeja imprimir muitos materiais flexíveis? Você deseja imprimir o mais rápido possível e ao mesmo tempo manter a precisão?
Deltas não funcionam bem com adição de massa no efetor, então são mais adequados para Bowdens. Se sua máquina cartesiana não for muito rígida, você provavelmente ficará bem servido com um Bowden. Se você tiver um cartesiano realmente rígido e bem ajustado, e a velocidade não for muito crítica, provavelmente obterá ótimos resultados com um direto.
Seja qual for o caso, as extrusoras direta e Bowden ainda existirão por algum tempo e nenhuma é inerentemente melhor que a outra. Esperamos que este artigo tenha ajudado a eliminar a confusão e fornecido informações suficientes para você decidir qual é a melhor opção para sua impressora e requisitos específicos.
Boa impressão!