Ao entender um pouco mais sobre o processo de impressão 3D e como as configurações no MatterControl afetam a extrusão, podemos ajudar você a reduzir e até mesmo eliminar o oozing e o stringing de suas impressões 3D. Isso deve fazer parte do programa common de manutenção e calibração da sua impressora 3D.
Talvez a pergunta mais comum que recebemos de novos proprietários de impressoras 3D seja: “Como faço para me livrar de resíduos e fios nas minhas impressões?”
Extrudar termoplástico é um processo complicado com dezenas de variáveis em jogo. No entanto, entender o que causa o escoamento/fiação em suas impressões não precisa ser tão complicado.
O que é Retração?
Primeiro, vamos começar com o equívoco mais comum sobre o que a retratação faz e como ela funciona.
Mito – A retração “suga” o filamento de volta para cima através da extremidade quente. Então, quanto mais retração você usar, menos vazamento você terá.
Facto – Uma vez que o filamento derreteu na “zona de derretimento” da sua extremidade quente, ele não pode ser retraído. A retração não cria pressão negativa. As extremidades quentes não são seladas/herméticas. Se fossem, então a pressão negativa seria “sugar” o filamento derretido de volta para cima através da extremidade quente. Isso provavelmente levaria a muitos congestionamentos e outros problemas de extrusão, mas não é o caso.
Pense na cera de vela. Se você colocasse um pequeno cilindro de cera em uma poça de cera derretida e então o puxasse para fora, a cera derretida viria junto? Claro que não. Enquanto uma pequena quantidade de cera grudará no cilindro quando você o remover, ela não puxa a poça de cera derretida para cima com ela.
Da mesma forma, o filamento sólido acima da zona de fusão não retrai o filamento fundido com ele.
Okay, então se a retração não puxa o filamento de volta através do bico, o que ela faz?
O objetivo da retração é simplesmente aliviar a pressão da zona de fusão para que o filamento não seja forçado através do bico durante movimentos sem impressão.
Quais são as melhores configurações de retração?
Há muita desinformação por aí sobre quanta retração você deve ter. Já vi recomendações de 0,1 mm até 20 mm. Então, qual é a quantidade correta?
A quantidade correta é a quantidade mínima necessária para reduzir a maior parte do encordoamento da sua peça. Algumas máquinas e pontas quentes exigem mais retração do que outras, e cada materials tem requisitos diferentes. Em geral, porém, é improvável que você exact de mais de 5 mm ou menos de 1 mm.
Configurações para ajustar
Existem algumas outras configurações importantes que afetam o escoamento/encordoamento nas peças. Passaremos pelo processo de ajuste da sua máquina para obter a menor quantidade de escoamento possível, mas é extremamente importante que você comece com uma extrusora devidamente calibrada. Se você não calibrou sua extrusora antes, leia esse antes de começar a ajustar as configurações de retração.
Há apenas duas configurações que ajustaremos para retração neste artigo:
- Retração: Comprimento em movimento
- Velocidade: Viagem (velocidade para movimentos não impressos)

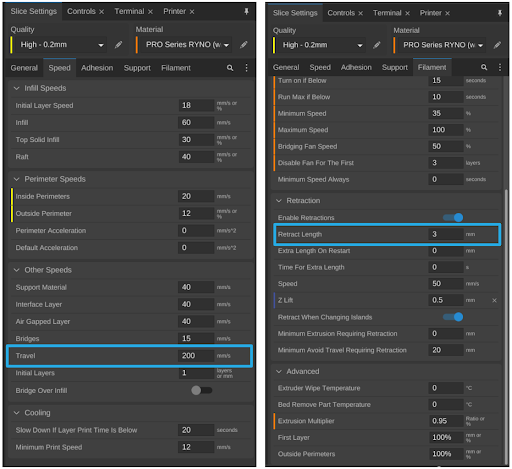
Certamente há outras configurações que afetam o oozing, mas essas são as mais importantes e as mais fáceis de testar e ajustar. Abordaremos as outras configurações em um artigo futuro.
Criamos um STL simples (Baixe o arquivo aqui) para mostrar os efeitos de diferentes configurações no escoamento/encadeamento. Eles são cubos de 10 mm e estão espaçados de 10 mm, 20 mm e 40 mm. A máquina de teste period uma SeeMeCNC Rostock Max com um E3D v6 extremidade quente. O filamento utilizado foi Padrão MatterHackers PLA azul.
Essas configurações foram usadas para todas as impressões de teste:
- Altura da camada: 0,25 mm
- Preenchimento: 25% – Triângulo
- Perímetros: 2
- Camadas superiores sólidas: 2
- Camadas de fundo sólidas: 2
- Velocidades de preenchimento e perímetro: 40 mm/s
- Todas as peças foram impressas com uma saia, mas a saia foi removida para algumas das fotos para visualizar mais claramente o escoamento/corda
Comece a discar nas configurações
Esta impressão teve 0 retração e velocidade de deslocamento de 40 mm/s (movimentos sem impressão). Isso representa o pior escoamento/encadeamento possível nesta máquina
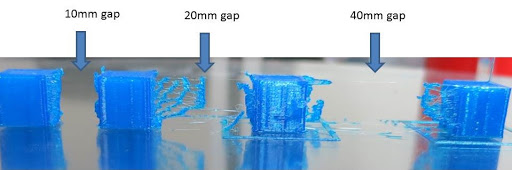
Você notará que o encordoamento entre as lacunas de 20 e 40 mm é muito pior do que o de 10 mm. Isso ocorre simplesmente porque há mais tempo para o filamento escorrer da extremidade quente. É por isso que a velocidade de deslocamento para movimentos sem impressão desempenha um papel importante no escoamento/encordoamento. Quanto mais rápido você for capaz de se mover para a próxima posição de impressão, menos tempo haverá para o filamento escorrer da extremidade quente.
Com isso como ponto de partida, a primeira coisa a fazer é aumentar a velocidade de deslocamento dos movimentos não impressos. Cada máquina tem limitações diferentes, mas 150-250 mm/s é provavelmente o intervalo que sua máquina pode lidar bem. Realmente não haverá uma diferença perceptível no encordoamento entre 150 e 250 mm/s por causa da aceleração e outros limites no firmware, mas isso é para outro artigo.
Esta impressão teve 0 retração, mas a velocidade de deslocamento foi aumentada de 40 mm/s para 150 mm/s.
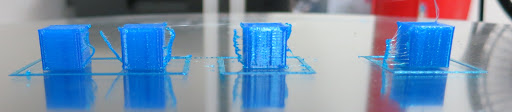
É melhor que a impressão anterior, mas claramente não é aceitável.
Uma vez que a velocidade de deslocamento esteja definida, aumentaremos a distância de retração. Novamente, o objetivo é usar a quantidade mínima de retração necessária. Usar mais do que o necessário pode causar atolamentos, bolhas e outros problemas relacionados à extrusão.
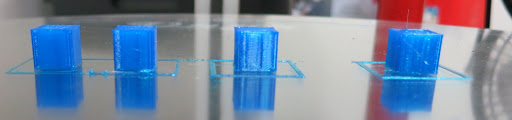
Esta impressão tem retração de 1 mm com velocidade de deslocamento de 150 mm/s:

Há uma melhoria clara – especialmente na lacuna de 10 mm – mas ainda há muito encordoamento entre as partes
Em seguida, retração de 2 mm, velocidade de deslocamento de 150 mm/s:
Quase certo. Há alguns fios muito, muito finos de PLA que você pode nem conseguir ver na foto, mas as bordas e faces estão todas muito limpas, sem manchas ou excesso de filamento para falar.
Ainda não terminamos. Aumentaremos a retração para 3 mm para ver se há alguma melhora perceptível.
Retração de 3 mm, velocidade de deslocamento de 150 mm/s
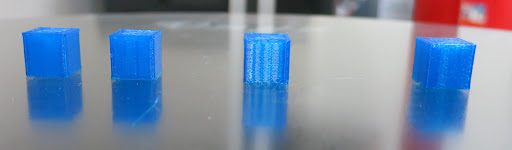
Perfeito! Sem fios, sem escorrer. Apenas cubos perfeitamente impressos.
Então, parece que 3 mm é a quantidade certa de retração para PLA nesta máquina.
Para ajustar suas configurações de forma rápida e fácil para obter a retração excellent, baixe a impressão de retração do cubo aquie imprima-o com suas configurações atuais.
Com base nos seus resultados, ajuste a velocidade de deslocamento ou a distância de retração e reimprima. Altere apenas 1 configuração por vez. Dessa forma, você pode ver facilmente o efeito de cada alteração.
Ajuste sua distância de retração para cima/baixo em incrementos de 0,5 ou 1 mm. Não recomendamos distâncias maiores que 5 mm ou menores que 0,5 mm.
Por fim, você pode precisar executar este teste e ajustar para materiais diferentes. Alguns materiais podem vazar mais do que outros e podem exigir maior distância de retração e velocidade de deslocamento para atingir os mesmos resultados.
Boa impressão sem resíduos!