Não deixe que a umidade do ar afete seu filamento ou suas impressões 3D. Dê uma olhada em profundidade na ciência por trás do seu filamento e como a água no ar o afeta.
Todos os plásticos, incluindo filamentos termoplásticos de impressão 3D, são polímeros. A ciência dos polímeros é um campo vasto e complexo, mas é bastante fácil entender o que é um polímero. Um polímero é um materials feito de múltiplas repetições monômeros. Isso provavelmente soa como outra linguagem, então vamos colocar isso em termos de um materials com o qual você provavelmente está familiarizado – o PVC.

O básico: o que é um polímero?
PVC, que é a abreviação de Poly (Vinil Ccloreto), é um materials composto por múltiplas moléculas de cloreto de vinil unidas em longas cadeias. O cloreto de vinil é o monômero, e existem muitos deles, portanto, ‘poli’. Fácil, certo?
Na maioria das vezes, o “P” na abreviatura de um materials significa “Poly”. Exemplos comuns incluem:
- BICHO DE ESTIMAÇÃO – Politereftalato de etileno, comumente conhecido como poliéster
- PLA – Poliácido láctico (também chamado polilactida)
- PP – Polipropileno, ou polipropeno
- PE – Polietileno
- PS – Poliestireno
- PA – Poliamida, comumente conhecida como Nylon

PLA, PET e Nylon – esses são apenas alguns dos muitos materiais poliméricos com os quais os fabricantes podem imprimir suas peças em 3D.
Agora, você provavelmente já se deparou com os termos “copolímero” e/ou “copoliéster” ao procurar filamentos para sua impressora 3D.
Um copolímero é simplesmente um polímero composto por mais de um monômero. ABS é provavelmente o copolímero mais conhecido. É composto por 3 monômeros – UMcrilonitrila, Butadieno e Spneumo. Especificamente, o ABS é um terpolímero, porque é feito de 3 monômeros, mas ‘copolímero’ abrange tudo que é composto por mais de 1 monômero. Outros exemplos seriam a linha de copolímeros de nylon da Taulman – 618, 645, Bridge e Alloy 910.
Um copoliéster é formado quando o PET, também conhecido como poliéster, é modificado. Os copoliésteres ganharam popularidade recentemente como filamentos de impressão 3D – PETG, PET+, Colorfabb XT, nVent, nGen e T-Glase são todos copoliésteres.

O NylonG da MatterHackers é feito de poliamida e reforçado com fibras de vidro para aumentar a resistência à tração e absorver grandes quantidades de energia cinética.
Hidrólise – Parece sofisticado; É ruim para o meu filamento?
Agora que temos uma compreensão básica do que é um polímero–uma longa cadeia de monômeros–é hora de falar sobre água e um processo chamado hidrólise.
Quando os monômeros são unidos, é chamado polimerização. Observe que esta não é uma rua de mão única. As cadeias de polímeros podem degradar-se e ser quebradas–ou despolimerizar–e há várias maneiras de isso acontecer. Uma dessas formas é a hidrólise. Hidrólise é quando uma molécula de água quebra uma cadeia polimérica. Todos os tipos de química complexa ocorrem quando os polímeros hidrolisam. Não entraremos nesses detalhes, mas as propriedades do materials afetadas quando ocorre a hidrólise (elas são alteradas sempre que o comprimento da cadeia do polímero diminui ou aumenta) são perda de resistência à tração, mudança de clareza, and many others.
Quando você extrusa um filamento que absorveu água, a água dentro/sobre o materials vaporiza e cria bolhas de ar. Isto pode quebrar as cadeias de polímero (encurtá-las), enfraquecendo o materials e criando vazios nos fios do filamento, o que enfraquece a adesão entre camadas. Também deixa um acabamento superficial indesejável.
Você pode não saber, mas é provável que já tenha experimentado os efeitos da hidrólise em suas peças impressas em 3D. Na foto abaixo, impressões de teste feitas de Ponte Taulman náilon. A esquerda foi seca antes da impressão. A direita não estava seca. Estes foram impressos com materials do mesmo carretel.
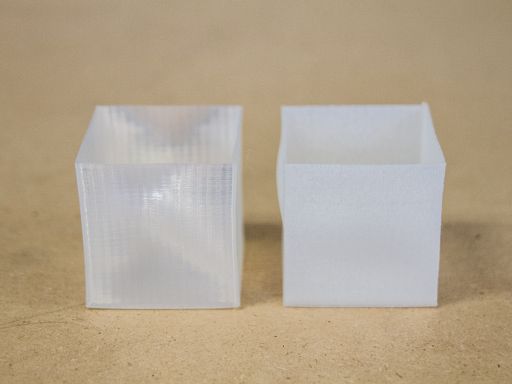
A impressão à esquerda foi seca antes da impressão, enquanto a impressão à direita não foi seca.
Após secar o carretel de náilon em forno a vácuo antes de imprimir, produzimos a impressão à esquerda. Em seguida, deixamos o mesmo carretel parado por mais de 2 semanas antes de imprimir, o que resultou na impressão à direita.
O náilon seco é bastante transparente. O náilon molhado é quase opaco. Pode não ficar claro na imagem, mas o náilon seco tem um acabamento liso e brilhante, enquanto o náilon úmido tem um acabamento áspero e texturizado. Ambos os objetos são resistentes, mas o náilon molhado é consideravelmente mais fácil de separar nas camadas. Você também pode ver que o náilon tende a deformar–independentemente de estar molhado ou seco.
Este é o MatterHacker Black Série Professional PETG. O cubo da esquerda foi seco antes da impressão e o da direita ficou de fora por mais de 2 semanas.
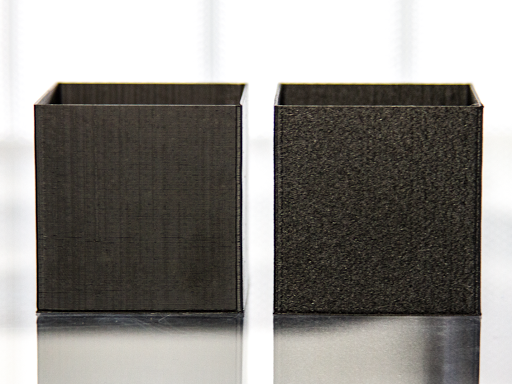
O cubo da esquerda foi seco antes da impressão e o da direita ficou de fora por mais de 2 semanas.
Como você pode ver, há uma clara diferença no acabamento e na textura da superfície. É difícil dizer na foto, mas o cubo seco é brilhante e tem um acabamento consistente de cima a baixo. O cubo molhado é texturizado, com acabamento acetinado fosco. A textura é onde as bolhas de ar deixam vazios. O PETG úmido é significativamente mais frágil do que o seco e a adesão entre camadas é significativamente reduzida.
Felizmente, a maioria dos filamentos com os quais imprimimos não são muito suscetíveis à hidrólise à temperatura ambiente sem a presença de um ácido ou de uma base. São, no entanto, muito susceptíveis à hidrólise quando aquecidos a temperaturas de extrusão. Isso significa que não precisamos nos preocupar depois que uma peça for impressa corretamente, mas precisamos tomar medidas para evitar a hidrólise durante a impressão.
Como muitos dos materiais comuns de impressão 3D são higroscópicos (absorvem prontamente a umidade do ar), devemos tomar medidas para secar nosso filamento e mantê-lo seco.
Os filamentos de náilon, policarbonato e copoliéster são muito higroscópicos e suscetíveis à hidrólise quando impressos na presença de água. Nylon e PC podem absorver água suficiente em 48 horas para estragar as impressões.
Como sabemos se o filamento está molhado e precisa ser seco?
A maneira mais fácil é extrusar algum filamento e observá-lo sair do bico. Se você vir bolhas, ouvir algum assobio/estalo/estalo ou ver vapor saindo do filamento, então ele está definitivamente molhado e precisa ser seco.
Este vídeo mostra uma diferença clara entre náilon molhado e seco. (Este period o náilon Taulman 645)
A maneira mais fácil de secar o filamento da impressora 3D
Embora os métodos que listamos sejam testados e comprovados, a maneira mais fácil de secar o filamento de impressão 3D é com o Sistema de secagem de filamentos PrintDry PRO. Sua estrutura compacta permite secar e armazenar o filamento diretamente em sua mesa ou área de trabalho, fora do horário de impressão ou durante a impressão. Ele ainda vem com um recipiente selado a vácuo e uma bomba para espaço de armazenamento further. Nós aqui da MatterHackers usamos o PrintDry há algum tempo e estamos muito satisfeitos com os resultados.

Se você tiver náilon, policarbonato, TPU, TPE ou PETG e o carretel estiver parado por mais de um dia ou mais, provavelmente será necessário secá-lo. PLA e ABS também são suscetíveis, mas demoram um pouco mais para absorver água suficiente para causar problemas graves.
Como você seca o filamento e o mantém seco?
Existem algumas maneiras de secar o filamento e mantê-lo seco.
Primeiro, é importante dissipar um mito comum. Você não pode secar efetivamente o filamento armazenando-o em um hermético recipiente com dessecante. Você pode manter o filamento seco desta forma e é altamente recomendado quando não estiver usando um carretel. No entanto, para secá-lo de maneira adequada e completa, depois de saturado, é necessário secá-lo ativamente.
O método mais disponível para secar o filamento é assá-lo no forno. No entanto, é fácil superaquecer o filamento, o que pode causar a liberação de gases do plástico. Esses gases podem ser tóxicos, o que pode ser perigoso de inalar ou de ter alimentos por perto. Fornos não são recomendados para secar filamentosno entanto, isso ainda pode ser feito com cautela. Os fornos de convecção funcionam muito bem porque circulam constantemente o ar quente ao redor do carretel. É essencialmente assim que os pellets de resina bruta são mais comumente secos – o ar quente passa sobre e através dos pellets de resina bruta antes de serem extrusados.
Há uma coisa importante que você deve saber antes de assar seu filamento. Você deve pré-aquecer o forno e deixá-lo atingir a temperatura definida antes de colocar o filamento.. Os fornos funcionam da mesma forma que os sizzling ends das impressoras 3D – com controle de temperatura PID – e é comum que os fornos ultrapassem um pouco a temperatura alvo. Isso não afeta os alimentos, mas definitivamente pode arruinar seu filamento ao fundir o filamento e/ou derreter o carretel em que ele está. Para eliminar completamente qualquer possibilidade de fundir/derreter acidentalmente seu filamento durante a secagem, recomendamos o uso de sistemas de secagem projetados especificamente para remover a umidade do filamento como o Imprimir Seco.

Imprima filamentos higroscópicos com sucesso e facilidade usando um sistema de secagem de filamentos PrintDry.
Como secar o filamento de impressão 3D:
1) Pré-aqueça o forno a 160-180°F (ou 70-80°C).
2) Coloque o carretel no forno por 4-6 horas
3a) Retire e coloque em um recipiente hermético, de preferência com dessecante. Baldes de 5 galões com tampas herméticas de lojas de ferragens locais funcionam muito bem para armazenamento de filamentos. O arroz cru funciona como uma alternativa dessecante barata.
3b) Se estiver usando um PrintDry PRO, você pode alternativamente alimentar o filamento pela porta do sistema e diretamente para sua impressora 3D para armazenamento a seco durante a impressão.
Filamentos com temperaturas de transição vítrea (Tg) mais baixas, como o PLA, usam temperaturas mais baixas para secar. As temperaturas mais baixas também requerem mais tempo para secar completamente.

Isso é praticamente tudo o que é necessário para secar seu filamento e garantir ótimo desempenho do materials e acabamento superficial. Muitos de nossos clientes normalmente resolvem problemas de adesão ao leito e peças com acabamento de superfície áspera simplesmente removendo a umidade acumulada em seu filamento. Se você tiver alguns carretéis que estão parados há algum tempo e não estão imprimindo tão bem como antes, seque-os e tente novamente. Provavelmente, eles só precisam secar um pouco para imprimir como novos novamente.
Como sempre, Boa Impressão!

Mantenha seus filamentos higroscópicos livres de umidade antes da impressão 3D para obter peças de máxima qualidade.