Compreender as limitações da sua impressora 3D e como elas podem influenciar o design e a produção de peças impressas em 3D irá guiá-lo no caminho da produção de produtos da mais alta qualidade.
A maioria dos usuários da tecnologia de impressão 3D Fused Filament Fabrication (FFF) entende que a resolução em impressões/peças acabadas é normalmente de 100 mícrons ou superior, com alguns fabricantes alegando resolução de impressora de 50 mícrons.

Figura 1: Imprimindo o modelo de precisão de dimensão
A resolução é apenas um critério que usuários experientes aplicam para determinar a qualidade e o valor de uma impressora 3D. Em uma competição anual, a Make Journal convoca um Tiroteio de fabricação digital para avaliar a qualidade das máquinas em diferentes faixas de preço. Os critérios de teste da Make são úteis para qualquer proprietário ou usuário de uma impressora 3D para determinar as tolerâncias e a qualidade de seu equipamento.
Os critérios e correspondentes Modelos de impressão de teste execute toda a gama de precisão / exatidão e acabamento até os recursos da máquina. Existem nove fatores principais a serem considerados durante o teste de sua impressora 3D. Esses fatores estão listados abaixo e ampliados com detalhes causais e métodos de mitigação, a fim de produzir modelos e peças da mais alta qualidade.
Precisão Dimensional
A precisão dimensional nada mais é do que demonstrar que sua impressão/peça acabada possui as mesmas dimensões da peça ou design authentic. Isso costuma ser problemático quando a base ou parte inferior de uma peça fica próxima à cama. O calor e a cura podem causar deformações e muitas vezes a camada base inicial de uma impressão é programada com taxas de extrusão superiores a 100% para garantir que a peça adira à base (ver Figuras 1 e 2). Isto resulta numa camada inicial mais larga e com dimensões resultantes superiores às projetadas. Muitos usuários tentam mitigar essa preocupação utilizando uma base de jangada antes de imprimir a primeira camada da peça actual.
Deve-se também considerar as implicações do preenchimento na peça concluída. Com preenchimento de 100%, a quantidade de materials quando curado pode se sobrepor ou estender a peça acabada além das dimensões desejadas. Também existe a oportunidade de empenamento durante o processo de cura. Da experiência, um MatériaControle a configuração de preenchimento em 85% funciona melhor para um preenchimento máximo de qualidade.
Finalmente, esteja ciente de que a altura da camada definida para o eixo z tem uma correlação direta com a precisão dimensional na direção z. Muitas vezes, o melhor método para garantir a precisão dimensional é imprimir a uma altura de camada de 100 mícrons e definir as velocidades perimetrais entre 15 e 30 mm/s.

Figura 2: Exemplo de Extrusão e Empenamento
Acabamento de superfície horizontal
Depois do empenamento e do encordoamento, o acabamento superficial é a característica mais percebida pelo usuário closing. O acabamento superficial costuma ser específico do materials, com o PLA tendo um acabamento superficial notoriamente ruim. Um método para melhorar o acabamento superficial horizontal é diminuir as velocidades de extrusão da camada superior/inferior para 15 – 30 mm/s. Também pode ajudar aumentar a contagem das camadas superior/inferior para cinco para garantir um acabamento liso (veja a Figura 3). O pós-processamento pode ser uma ferramenta eficaz para melhorar o acabamento superficial. Materiais como ABS são facilmente lixados e selados e um acabamento brilhante pode ser produzido através de um Suavização com vapor de acetona processo. Lembre-se de que a maioria das peças impressas em 3D como parte de um produto closing normalmente são pós-processadas.

Figura 3: Observe a rugosidade do acabamento devido ao ângulo da superfície da altura da camada
Acabamento de superfície vertical
Acabamentos superficiais verticais de qualidade são resultado direto da altura da camada, diâmetro do bico e velocidades de extrusão perimetral. Aumentar o número de camadas perimetrais provavelmente não afetaria o acabamento superficial na direção z, mas a velocidade de extrusão da impressora e a altura da camada devem ser ajustadas para obter o melhor acabamento. Além disso, leve em consideração o tipo de materials de origem que você está usando ao ajustar a velocidade de extrusão e mantenha as alturas das camadas entre 100 e 200 mícrons. Como sempre, o pós-processamento melhorará o acabamento superficial de uma peça ou produto closing de qualidade (veja as Figuras 4 a 6).

Figura 4: Observe que o acabamento em ângulos agudos não é tão suave quanto nas curvas

Figura 5: Superfícies curvas são geralmente mais suaves

Figura 6: Superfícies Angulares e Curvas
Saliências
As saliências são a ruína de designers e engenheiros ao criar modelos para impressão 3D. A orientação predominante é posicionar a peça de forma que não haja saliências ou fornecer suportes reais ou impressos em 3D na direção z assim que a impressão começar. Ao imprimir em 3D com saliências, a melhor orientação é lembrar a regra dos 45 graus. A maioria das impressoras pode imprimir saliências de até 45 graus com poucos problemas, mas ângulos de até 70 graus podem ser alcançados se você tiver sua impressora 3D ligada (veja a Figura 7). Além disso, uma redução da altura da camada e uma velocidade de extrusão mais baixa podem ajudar na impressão de ângulos superiores a forty five graus. Outro método para mitigar o problema de balanço é projetar chanfros ou filetes no modelo sólido. Isso ajudará a impressora a ajustar a folga da saliência. No closing, tentativa e erro ao ajustar a altura da camada e a velocidade de extrusão revelarão o ângulo máximo de saliência que sua impressora será capaz de mitigar com sucesso.

Figura 7: Observe a rugosidade do acabamento em ângulos de mais de 60 graus
Desempenho de retração
Stringing é um pesadelo visível e pós-processamento. É mais frequentemente aparente ao tentar imprimir mais de um modelo ou peça simultaneamente ou quando um modelo ou peça apresenta grandes lacunas ou espaço negativo. O encordoamento é um resultado direto das configurações de comprimento e velocidade de retração para uma impressão específica (veja a Figura 8). No entanto, não fique desanimado. Um guia de referência útil sobre retração e como mitigar o encordoamento pode ser encontrado em Retração: basta dizer “Não” ao Oozing.
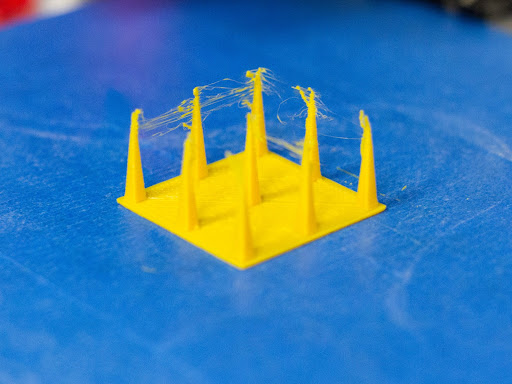
Figura 8: Exemplo de encordoamento devido à retração
Ponte
As pontes são seções planas impressas que atravessam vãos abertos no modelo. Imprimir pontes é uma espécie de “arte” e muitos entusiastas fazem vídeos de distâncias que conseguiram percorrer em suas impressoras, numa típica bravata do tipo “você consegue vencer isso”. Com a maioria das pontes durante a impressão em velocidades médias, é comum uma extensão de 50 mm. No entanto, algumas impressoras podem fazer vãos ainda maiores e o comprimento do vão também pode depender do tipo de materials usado. Ao fazer a ponte, mantenha a velocidade da extrusora entre 20 – 30 mm/s. A configuração padrão para pontes em MatériaControle é 20 mm/s (ver Figura 9). Apenas lembre-se de que quanto mais rápida for a velocidade, maiores serão as probabilities de flacidez do filamento. Tentativa e erro é o modus operandi desse processo à medida que você sincroniza lentamente sua máquina com os materiais e velocidades ideais.
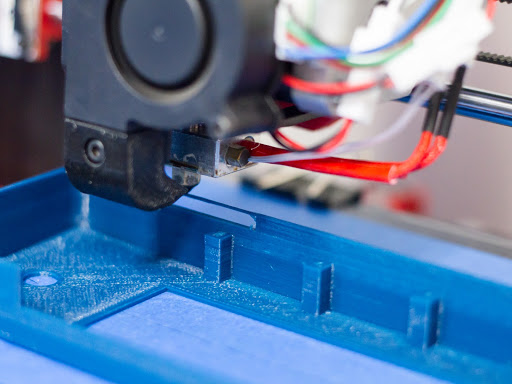
Figura 9: Exemplo de ponte
Tolerância de Espaço Negativo
Outro espinho para designers e engenheiros é a questão da tolerância negativa ao espaço. Isso realmente entra em ação ao tentar unir impressões ou peças em uma montagem. As dimensões de espaço negativo são específicas do materials e são afetadas pela cura e pelo acabamento superficial. Muitos desses problemas podem ser mitigados por meio do projeto, mas tentativa e erro com sua máquina específica geralmente fornecerão um caminho claro a seguir (veja as Figuras 10 e 11). Para obter mais informações sobre este assunto, sinta-se à vontade para consultar o artigo de referência Laboratório MatterHackers: Projete montagens impressas em 3D.

Figura 10: Modelo de teste de espaço negativo com espaço negativo de 0,2 e 0,3 mm
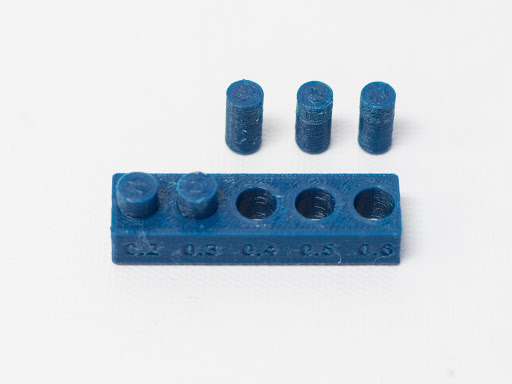
Figura 11: Observe que os dois alfinetes impressos não puderam ser removidos
Z-oscilação
A oscilação Z é inteiramente um problema mecânico e é provavelmente causada por componentes mecânicos fora da tolerância e/ou calibração inadequada da máquina (veja a Figura 12). É predominante em impressoras do tipo cartesiano, especialmente aquelas com fusos esféricos de eixo z duplo. A rigidez do cantilever também influencia o fenômeno de oscilação, já que muitas vezes as impressoras cartesianas têm muita “folga” no próprio carro da impressora. Para mitigar esse problema, certifique-se de que a extrusora e o carro da impressora estejam razoavelmente rígidos e que o carro atravesse o cantilever de maneira nivelada. Em outras palavras, certifique-se de que sua máquina esteja nivelada e calibrada corretamente. Alguns componentes se desgastarão com o tempo, portanto, certifique-se de que os parafusos/fusos de esferas e rolamentos sejam mantidos, lubrificados e em boas condições. Se houver algum desgaste, você pode querer substituir os componentes. Se você ouvir qualquer rangido ou som de fricção, reveja os processos de nivelamento dos componentes e da base. O artigo de referência Como calibrar sua extrusora irá guiá-lo através do processo de calibração para extrusão.
O advento das impressoras Delta resolve ou pelo menos atenua o problema da oscilação z. A oscilação Z é praticamente eliminada em uma impressora Delta devido ao menor peso na carcaça da extrusora e ao uso de três torres para suspender a extrusora. A maioria das impressoras Delta utiliza a solução Bowden, que mantém o motor da extrusora fora do carro. Esta solução elegante melhorou muitos dos problemas associados a uma impressora cartesiana padrão.
")
Figura 12: Exemplo de Z-Wobble (imagem cortesia de Danie Grobbelaar)
Materials de Apoio
Se você já trabalha com impressão 3D há vários anos, conhecerá e compreenderá os desafios de adicionar e utilizar materials de suporte. As soluções de fatiamento mais antigas eram famosas por imprimir materials de suporte que period quase impossível de remover, com alguns suportes realmente aderindo e derretendo à própria peça. Os controladores atuais fornecem uma solução de suporte que é muito mais fácil de remover e muitas vezes coloca “espaços de ar” entre a peça actual e os materiais que formam os suportes. Para uma configuração básica em MatériaControlemake the most of a configuração de preenchimento de 10% de padrões de linha em intervalos de 2,5 mm na geração de suportes. Além disso, inclua uma jangada (o artigo Imprimindo com uma jangada fornece informações básicas) com os suportes para garantir que o materials de suporte adira à base de impressão. Um “entreferro” de 0,3 mm é o padrão, mas você pode querer ajustar essa configuração conforme necessário. Sinta-se à vontade para aumentar as configurações de preenchimento e diminuir os intervalos caso exact de mais suporte em todo o modelo. O objetivo dos suportes é fornecer materials suficiente para que todas as facetas do modelo possam ser impressas, além da facilidade de remoção do materials de suporte após o término da impressão. Para aqueles com impressoras com extrusora dupla, você pode querer utilizar filamento de suporte para incluir HIPS e/ou PVA em uma das duas extrusoras durante a impressão.
Em resumo, a qualidade das suas peças impressas em 3D depende tanto da compreensão das tolerâncias e capacidades da sua máquina quanto do nivelamento da mesa de impressão, do nivelamento dos componentes da máquina, da calibração da máquina e do design e posicionamento do modelo/peça para impressão. Imprimindo o Modelos de impressão de teste na sua máquina com diferentes materiais e configurações garantirá que você conheça as capacidades da sua máquina e onde suas tolerâncias podem ser ajustadas. Isso, como todas as coisas boas da vida, levará tempo, então dê um passo atrás e aproveite a jornada. Você é um mestre criador e suas habilidades e capacidades produzirão peças e produtos exclusivos para que todos possam desfrutar.